喷水织机编码器校准操作规范分享
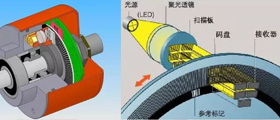
喷水织机编码器是织机控制系统的核心传感器,其作用贯穿整个织造过程。在喷水织机工作过程中,通过实时监测主轴的转动角度,能够准确控制织机各个动作的时机,例如开口、引纬、打纬等操作,使其按照预定的工艺要求精确配合,从而保证织物的织造质量和精度。

图为喷水织机工作的局部照片
喷水织机编码器校准前准备
确认设备状态:确保喷水织机处于停机状态,控制面板通电显示正常。
工具准备:检查内六角扳手(规格根据止动螺丝确定)、扭矩扳手(预设0.2mm齿隙调整用)、清洁工具等是否齐备。
喷水织机编码器基准角度校准流程
(1)基准定位:
手动匀速旋转织机手轮,观察控制面板曲柄角度显示
当机械指针与0°刻度线完全重合时,核对电子显示值
允许误差范围:±0.5°(超过则需校准)
(2)机械调整:
① 松开组件:使用内六角扳手逆时针旋转编码器齿轮A的止动螺丝(扭矩值参考设备手册)
② 同步校准:保持手轮0°位置不变,微调编码器安装支架使电子显示归零
③ 角度修正:顺时针转动编码器齿轮B,直至控制面板显示"0.0°"(注意转动角度应小于360°)
④ 固定组件:按规定扭矩值重新紧固止动螺丝(建议分两次紧固:初次预紧后二次校准再最终固定)
喷水织机编码器校准验证标准
静态精度:电子显示与机械刻度偏差≤0.3°
动态稳定性:连续运转30分钟后复测,偏差变化量<0.5°
安全规范:所有调整操作需记录在设备维护日志,包含调整前后数值对照
本规范适用于主流喷水织机编码器系统,具体扭矩值及工具规格需参照设备技术手册。建议由经过培训的专业技术人员操作,调整过程中应避免液体溅入控制单元。
了解更多
编码器相关知识,敬请关注西安德伍拓自动化传动系统有限公司网站。公司技术团队为您免费提供编码器的选型、安装、调试、保养等技术指导服务,尽量避免企业因为编码器技术人员的短缺带来的损失,采取拉线上+拉线下服务的服务形式,帮助企业解决技术难题。

 在线QQ
在线QQ 186-2947-6872
186-2947-6872 在线咨询
在线咨询

 info@motion-control.com.cn
info@motion-control.com.cn